周一 - 周天: 9.00早上 - 6.00下午

1.1 项目概况
根据污水处理厂工艺要求,在污水处理厂配置必要的检测仪表、可编程控制器(PLC) 、工业 PC 机和通信系统,并构成计算机测控管理系统。根据工程工艺要求,在各个工艺段配置必要的检测仪表进行关键工艺的检测;利用可编程控制器对各种设备进行有序控制,使各种工艺按要求执行;通过通信系统在工业 PC 机上,设置体现各种设备、仪表参数的图形控制画面,从而构成计算机测控管理系统。
1.2 整体设计要求
中央控制系统;
根据工艺流程,配置必要的各类在线检测仪表;
根据设备运行、控制要求,构成集中管理分散控制的分布式集散系统;
各类检测仪表型号的传输和显示以及与当地环保局监控平台数据对接
1.3 工艺设计要求
污水处理厂自控工程的仪表及测控系统满足下列要求:
高可靠性,保证系统的高稳定性是本系统的特点之一;
高先进性,应选择技术先进、性能价格高、有潜力的集散控制系统;
高容量,合适的精度和数据传输速率,能容纳各种输入信号;
灵活的扩展,能随供水工程规模的扩建而扩容;
对污水的运行处理参数及水质情况进行检测;
对污水厂的主要处理设备运行情况进行监测;
对污水厂的主要设备进行运行控制。
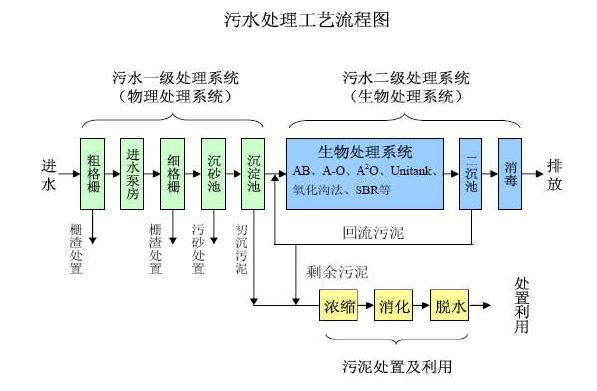
1.4 污水工艺介绍
1.4.1 污水处理工艺流程图
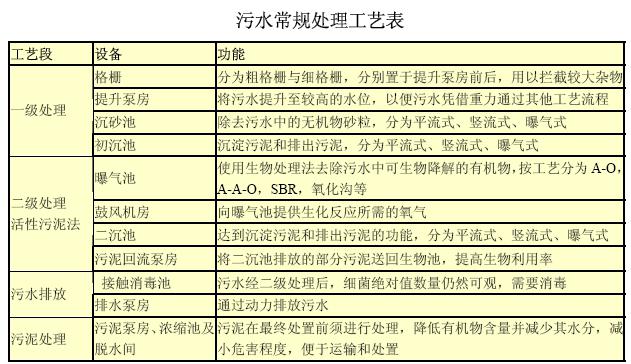
1.4.2 常规污水处理工艺表
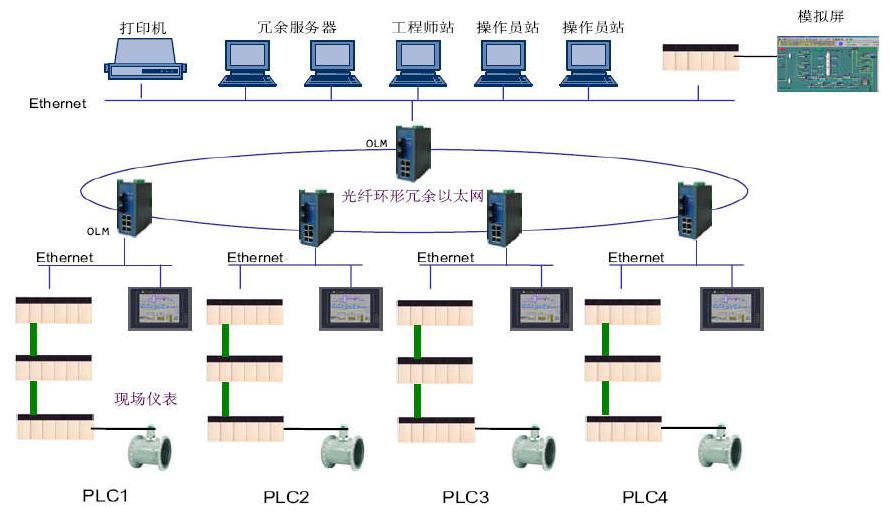
1.5 自动控制系统解决方案
污水处理厂控制系统由中央控制站、PLC 控制站以及通讯网络构成,如下如图所示。中央监控站设在污水处理厂综合办公楼中心控制室,主要包括:监控计算机、管理计算机、模拟屏、UPS 电源、报表打印机、报警打印机、光纤交换机等。PLC 站分别设在污水处理厂及各工艺区现场,主要由机柜、PLC 可编程控制器,操作面板以及网络接口等组成。通过采用以太网为主干网,网络通讯介质为光纤。
1.6.1 计算机监控系统功能
(1)中央监控站的功能
中控室通过组态监控软件,实现对 PLC 站的监控,采用上位机监控软件可实现以下功能:
通过通讯网络与现场 PLC 控制站进行数据通讯,采集过程信息。
动态显示整个工艺流程的总貌图、分貌图。
动态显示设备的各种状态与各种参数值,提供操作指导。
故障报警及处理显示记录,并进行统计分析,打印存储等报警处理。
设备的参数设置及远程操作控制。
各种参数的分类分组处理。
各种参数的柱型图、扇形、趋势图。
通过配置 EXCEL、ACCESS 可以实现建立历史数据库,对各种数据进行建档分析和处理,编辑输出各种所需的生产报表。
监控计算机和管理计算机采用相同的软、硬件配置,在正常情况下各自分担不同的工作。
监控计算机负责生产工艺过程的实时监控,管理计算机负责数据处理和编辑输出生产报表。当其中一台机故障时,可由另一台机替代。
在中心控制站设置一面 4.0*2.5M 的显示屏可以显示全厂的工艺流程,通过灯光,实时动态显示各构筑物内的设备运行情况,并有重要参数的模拟仪表显示。故障通过指示灯发出声光报警。
(2)PLC 控制站的功能
PLC 控制站设置在各区域控制室,控制站配有通讯接口,与中央监控工作站数据交换,PLC控制站内驻留有应用程序,并配有操作员面板,可独立于中央监控工作站进行监控,以确保系统的安全可靠。根据污水厂的工艺布局及电气 MCC 柜设置情况,共设有 5 个 PLC 控制站,用于实现各功能单元的数据采集和设备控制。
对生物氧化沟内溶解氧浓度及液位,生物选择内溶解氧浓度及液位,泵出口压力,变配电设备的状态数据和电量数据采集;对生物加氯间氧化沟内潜水搅拌器、曝气机,出水调节堰板,选择池内潜水搅拌器,出水调节堰板等设备进行状态检测和控制。对均质池液位,脱水机进泥量、加药量,厂区污水泵房液位,剩余污泥量,回流污泥量,泵出口压力等参数检测;
对均质池搅拌器、污泥投配泵、浓缩脱水机、螺旋输送机、冲洗泵、搅拌装置、潜污泵、螺杆泵、投药泵等设备进行状态检测和控制。
对加氯间漏氯,接触池 PH 值、浊度、余氯及液位,污泥泵房液位,回用提升泵房液位,出厂水流量,泵出口压力等参数的采集;
对加氯间、接触池、污泥泵房、回用水提升泵房,最终沉淀池内的设备进行状态检测和控制。
1.6.2 检测仪表的设置
为了掌握工艺运行情况,控制水质指标以及生产管理需要,设置以下检测仪表。
1.6.3 组态软件
本项目自控系统组态界面由若干个画面组成:总画面(污水处理工艺)、各系统工艺图、报警窗口等。为增加画面的可读性和可观赏性,主要画面均采用平面图形式,在画面的相关位置显示该设备的所有主要运行参数。设备的控制通过点击该设备进入,
■ 总画面:表现的是整个污水处理流程,在相关位置显示水处理的各主要控制参数以及重要设备的主要控制参数,可以点击进入各工艺画面。
■ 各系统工艺图:可直观显示各系统设备运行情况及配套仪表数据显示
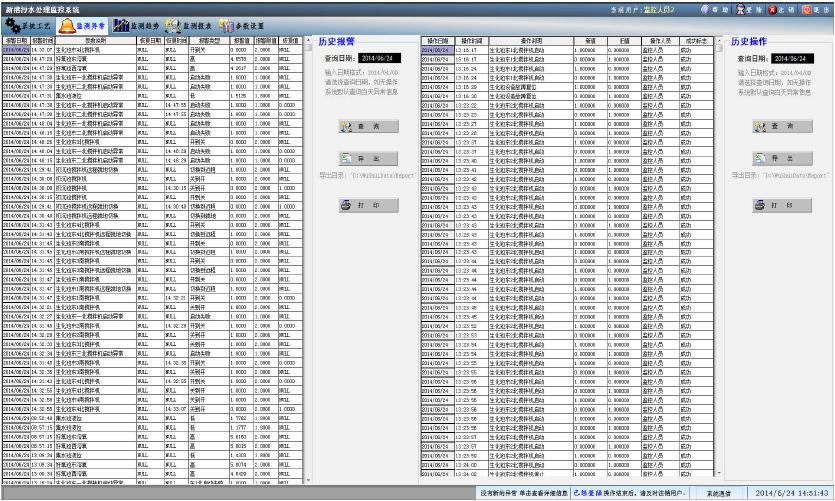
■ 报警窗口:当系统异常产生报警时,报警窗口跳出并显示报警信息,中控室产生声光报警信号,通过报警画面按钮进行消音。
■ 设备控制参数设定:参数设定时会检查输入参数是否正确(错误参数不能输入)、参数有无正确下载至 PLC,如果出错会报告操作人员。
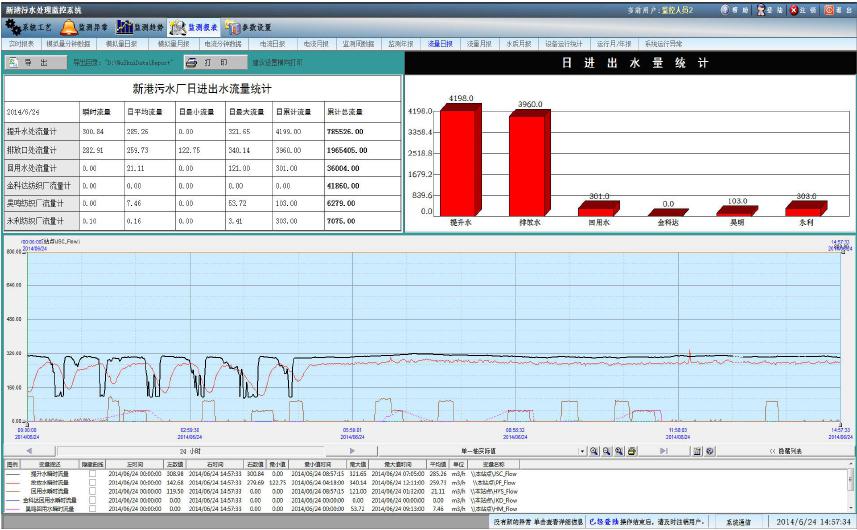
■ 生产报表:分生产情况(设备运行参数)、生产统计两种报表,并可以 EXCEL 文件格式自动存储至指定文件夹,便于数据调阅。
■ 历史:可查询全厂所有主要运行参数的历史情况。为便于设备运行情况分析,可以在同一画面下同时显示设备的历史运行情况与当前的运行情况以作对比。
■ 数据打印:通过配套打印机可自行打印生产报表、监测参数数据等信息。
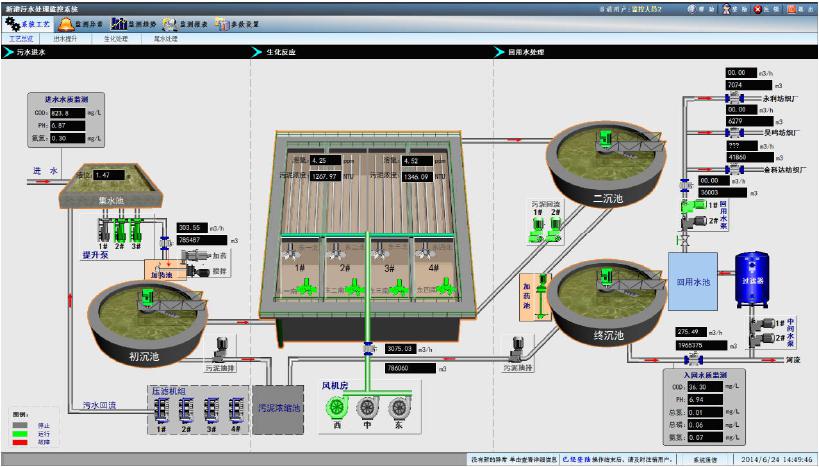
1.6.4 工程画面事例
1、工艺总平面图
2、初层池工艺
3、 生化池工艺
4、二层池及其它工艺
5、数据报表功能

监控软件基本功能如下:
1. 实时监控污水处理厂的运行状况,并且根据情况及时地调节,以保证污水处理工艺的良好进行;
2. 可集中控制整个污水处理工艺自动过程,比如:加药、曝气、压滤等处理环节,同时能够自动对整个处理过程和处理情况进行监测和控制;
3. 中控室可以采取有线方式来进行数据采集和控制,污水厂监控各类数据如:液位、电气设备的启动、排放口水质参数数据等各类信号,并可以需要进行扩充;
4. 信号适用数据范围广,如:0-5V,4-20mA ,0-10V,脉冲信号,232/485 等类型;
5. 实时对污水厂进行监控,对各类数据进行存储;
上一篇:热力站自动控制系统
下一篇:电气成套